溶接ホルダーの交換のやり方|交換時期のサインと感電リスクも解説

長年使い続けてきたアーク溶接用のホルダーが、ついに限界を迎えました。今回は先端ホルダーの交換作業の記録とあわせて、交換時期のサインや、傷んだホルダーを使い続ける危険性についてもまとめます。「うちのホルダー、何年使ってるんだろう…?」という方は、点検のきっかけにしてください。
溶接ホルダーの先端、保護カバーは消耗品
溶接棒を挟む先端部ホルダーは、アークの熱にさらされ続ける消耗品です。今回のホルダーも、先端部を接写してみると傷みの激しさがよくわかります。

こうなったら交換時期のサイン
- アーク熱で、保護カバーの先端が破損して崩れてしまっている
- スパッタと炭化物が堆積し、溶接棒の挟み込みが甘くなっている
- 接触抵抗が増えて、溶接が不安定になってきた
電極をしっかり固定できないと溶接が不安定になるだけでなく、発熱の原因にもなるため、早めの交換が必要です。
今回交換したホルダー(三立 S300型)
今回のホルダーは三立製(Sanritsu)S300
型のアーク溶接用電極ホルダーです。日本工業規格(JIS)適合品で、通商産業大臣許可・労働省産業安全研究所試験合格品という信頼性の高い製品です。

ホルダー交換のやり方
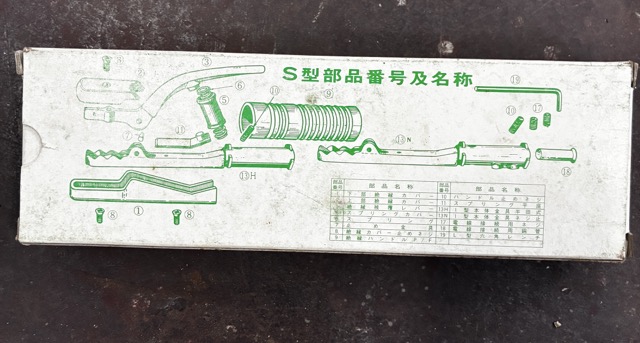
箱の裏面に「S型部品番号及名称」の図が印刷されており、各パーツの構成がひと目でわかるようになっています。この図を参考にしながら分解していきます。交換用工具は付属しています。
- 安全のため、溶接機の電源を切り、ホルダーをケーブルごと作業しやすい場所へ
- ホルダー本体のネジ(六角イモネジ×3本)を外す
- 古いホルダー部分を取り外す
- 新しいチップを取り付けて、ネジを締め直す



新しいホルダーに交換後は、電極の固定がしっかりとできるようになり、がたつきも解消されました。
傷んだホルダーを使い続ける危険性
先端が傷んだまま使い続けると、溶接品質の低下にとどまらず、重大な労働災害につながる危険性があります。
足場上での感電事故
特に注意が必要なのが、足場や高所での作業中です。保護カバーが破損・劣化したホルダーは、本来絶縁されているはずの部分が露出した状態になっていることがあります。
このような状態で足場の鉄パイプや周囲の金属部材に誤って接触してしまうと、溶接機の電流が作業者の体を通じて流れる感電事故が発生します。高所での感電は、電気ショックによる筋肉の硬直やパニックから転落事故を引き起こすリスクもあり、最悪の場合、死亡災害につながります。
その他の感電・火災リスク
- ホルダーの絶縁カバーが劣化・破損した状態での使用
- 先端チップのがたつきによる異常発熱
交換時期の目安とスペアの確保
- ホルダーは消耗品と心得て、日頃の点検項目に入れておく
- 純正部品が入手できるうちに、スペアを手元に確保しておく
溶接機本体のメンテナンスについては、こちらの記事にまとめています。
低騒音エンジン溶接機のメンテナンス|いつでも使えるように!
【まとめ】
溶接ホルダーの先端チップは消耗品です。溶け崩れ・錆・がたつきは交換のサインで、放置すると溶接品質の低下だけでなく感電・転落といった重大事故にもつながります。交換自体は付属工具とプラスネジ4本で簡単にできるので、傷みに気づいたら早めに交換しましょう。溶接作業は便利な反面、道具の管理を怠ると重大事故に直結します。日頃のメンテナンスを習慣にしましょう。
今日も一日、ご安全に。